رنگ پودری الکترواستاتیک به دلیل عدم وجود حلال، آلودگی کم، دوام و پایداری بالا در صنعت امروز بهطور وسیعی استفاده میشود. کم بودن ضایعات و دورریز هنگام فرایند تولید و مصرف، عاری بودن از فلزات سنگین و غیر سمی بودن این محصولات از دیگر دلایلی هستند که رنگ پودری را ازنظر زیستمحیطی بهعنوان یک پوشش برتر معرفی میکند و این امر موجب شده است تا استفاده از رنگ پودری الکترواستاتیک بهعنوان یک روش رنگکاری در سالهای اخیر بهطور چشمگیری رشد کند. علاوهبر مزایای زیستمحیطی رنگ پودری، مزایای فنی آن سبب گرایش زیادی به مصرف این نوع پوشش رنگ در صنایع شده است. از دیگر ویژگیهای رنگ پودری الکترواستاتیک میتوان به موارد زیر اشاره کرد:
- برای سطوح خاص و با خواص ویژه امروزه دامنه گستردهای از انواع رنگ پودری قابل طراحی و ساخت است و در دسترس مصرفکنندگان قرار دارد. بهگونهای که کلیه نیازهای مصرفکنندگان اعم از سختی، میزان براق بودن، مقاومت در برابر خوردگی، لبهپوشی خوب، همگونی سطح و … تأمینشده است.
- ازآنجاییکه پوششهای رنگ پودری حاوی حلال نیستند، به میزان قابلتوجهی از احتمال آتشسوزی کاسته میشود.
- از مقاومت فیزیکی بالایی برخوردار است و قطعات پس از رنگ شدن، قابل پرس میباشند.
- در مقابل تغییرات فیزیکی و شیمیایی این رنگها عمر بیشتری نسبت به رنگهای مایع دارند.
- رنگ بر روی تمام قطعه ضخامت یکنواخت دارد.
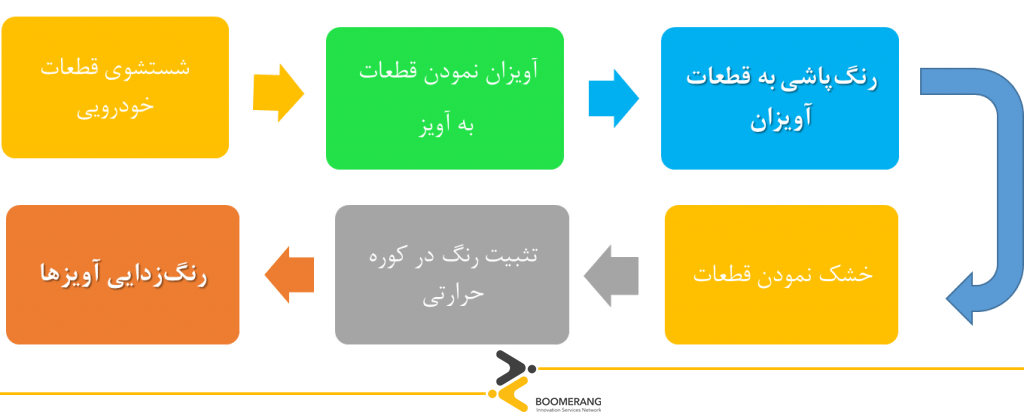
رنگکاری قطعات صنعتی توسط رنگ پودری الکترواستاتیک، با باردار کردن این قطعات انجام میشود، بدینصورت که رنگ دارای بار مثبت و قطعه دارای بار منفی میشود و باعث میشود که رنگ به قطعه بچسبد. درواقع ذرات جامد با اندازه بسیار کوچک و دارای بار مغناطیسی، توسط تفنگهای مخصوصی بر روی سطح موردنظر پاشش میشوند. وجود بار مغناطیسی منجر میشود که رنگ بهصورت یکپارچه روی سطوح مینشینند. سپس قطعه برای پخت، رنگ وارد کوره حرارتی میشود و در دمای بالای ۲۰۰ درجه سانتیگراد و مدتزمان ۱۰ تا ۲۰ دقیقه پخته میشود. یکی از موارد مهم در پاشش رنگ، ارت نمودن صحیح قطعه است که در صورت قطع/ضعیف بودن اتصال، موجب افزایش مصرف، نچسبیدن پودر به سطح و جرقه زدن میشود.

{kind=link}
{kind=link}