دستگاه آلتراسونیک (امواج مافوق صوتی) تست جوش خطوط لوله
- خانه
- نیازهای فناورانه
- شرح محتوا

اشتراک گذاری با دوستان
![]() وضعیت: بسته
وضعیت: بسته
![]() شماره سند:RFP449807118
شماره سند:RFP449807118
![]() تاریخ انتشار: 1398/07/29
تاریخ انتشار: 1398/07/29
![]() مهلت ارسال پیشنهاد: 1398/09/05
مهلت ارسال پیشنهاد: 1398/09/05
![]() فرصتها: براساس پیشنهادها قابل مذاکره خواهد بود.
فرصتها: براساس پیشنهادها قابل مذاکره خواهد بود.
![]() تماس : ۰۲۱۸۸۳۹۸۵۶۳ – ۰۲۱۸۸۳۹۸۵۴۳
تماس : ۰۲۱۸۸۳۹۸۵۶۳ – ۰۲۱۸۸۳۹۸۵۴۳
![]() ارسال پروپوزالها: Proposal@boomerangtt.com
ارسال پروپوزالها: Proposal@boomerangtt.com
{kind=link}
{kind=link}
ضرورت مسئله
در حال حاضر شرکت متقاضی به منظور بازرسی جوش، از فیلم رادیوگرافی استفاده می کند که باید توسط پرتونگار متبحر تفسیر شود. هزینه این نوع بازرسی بالا است و نیاز به منبع رادیواکتیوی (چشمه) دارد که برای محیطزیست و انسان مضر است. این فیلم ها به مرور زمان از بین میروند و باید مستندات مربوطه برای تفسیر، پرینت و برای بایگانی مجددا اسکن شوند. امروزه به دلیل توسعه روزافزون صنایع نفت، گاز و پتروشیمی و نیروگاهها، بازرسی قطعات و اتصالات در این صنایع به منظور اطمینان از سلامت قطعات و دستگاههای مورد استفاده، از اهمیت بالا و ویژهای برخوردار است. از مهمترین و پرکاربردترین آزمونهای غیر مخرب، روش بازرسی با امواج مافوق صوت Ultrasonic Testing-UT میباشد که کاربرد گستردهای در تشخیص عیوب ( از جمله ترکها، عیوب ناشی از جوشکاری و… ) دارد. آزمون های غیرمخرب آلتراسونیک یکی از روشهای توانمند و پرکاربرد در بازرسی قطعات و دستگاههای صنعتی است.
در این روش امواج مافوق صوتی با فرکانس بالا (در محدوده بسامدی 0.1-25 MHz) توسط مواد پیزوالکتریک تولید شده و به درون ماده ارسال می شوند. امواج برگشت داده شده حاصل از برخورد به عیوب درونی و سطحی ماده نیز توسط پیزوالکتریکهای دیگری دریافت شده و در آنالیزورهای خاصی با توجه به کاهش دامنه امواج و زمان رفت و برگشت، تحلیل و نتایج تحت سیستمهای مختلف بر روی صفحه نمایش نشان داده میشوند . استفاده از ترانسدیوسرهای آرایه فازی (phased array transducers) یکی از روشهای نوین آلتراسونیک در تستهای غیرمخرب است. شماتیک کلی بررسی یک عیب به این روش بهصورت ساده در شکل ۱ (الف و ب) آورده شده است.
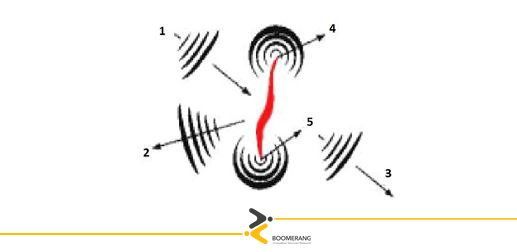
تکنیک زمان پرواز پراش(TOFD Time of flight diffraction) بر اساس پديده فيزيكي پراش انرژي صوتي از كنجها و لبههاي موجود در ساختارهاي داخلي اجزا مورد آزمون استوار بوده و در اصل براي بهبود دقت اندازهگيري عيوبي ابداع گردیده است كه قبلاً با روشهاي ديگر شناسايي شدهاند. در این روش از پراش امواج مافوق صوتی از لبههاي ناپيوستگي (به جاي بازتابش از فصل مشترك آنها) براي اندازهگيري دقيق آن استفاده ميشود. با برخورد امواج مافوق صوت به ناپيوستگيهاي خطي مانند ترك، علاوه بر امواج بازتابي معمول، در دو سر آن پراش روي ميدهد. در اثر پراش امواج استوانهاي شكلي از لبههاي (دو سر) ناپيوستگي منتشر ميشوند و پراش در تمامي جهات صورت ميگيرد. منشأ پراشها لبههاي عيوب است، بنابراین فواصل زماني بين امواج به لبههاي عيوب و در نتيجه اندازهها مربوط ميشود. شماتیکی از روش انتشار امواج در ناحیه ترک در روش TOFD در شکل ۲ نشان داده شده است.
آزمون های آلتراسونیک آرایه فازی به دلیل ویژگی هایی نظیر سرعت بالای انجام آزمون، انعطاف پذیری بالا و همچنین توانایی ارائه نتایج تصویری مختلف با قابلیت تفسیر ساده تر، مزیت بسیاری نسبت به روش های متداول آلتراسونیک دارند.
از کاربردهای تست آرایه فازی میتوان به موارد زیر اشاره کرد:
- بازرسی لولهها
- بازرسی مواد کامپوزیت و قطعات آهنگری شده
- بازرسی جوش
- آزمون جوش لب به لب
- بازرسی نازل
- بازرسی ترک خوردگی ناشی از هیدروژن
- بازرسی قطعات پیچیده مثل راکتور
- پره توربین و ریشه پرههای پره توربین
به طورکلی آزمون مافوق صوتی و بخصوص تست آرایه فازی با وجود قابلیتهای منحصربه فرد آن، نیازمند مهارتهای خاص و تجربه کافی از سوی بازرس در استفاده و به کارگیری این قابلیتها می باشد. در حال حاضر شرکتهای معدودی به این فناوری دست پیداکرده اند برخی از نمونه دستگاههای ساخته شده در این زمینه بدین شرح است: ۱-عیب یاب التراسونيک Phased Array مدل VEO داراي سيستم هم زمان TOFD و A-Scan ساخت شرکت Sonatest انگلستان ۲-دستگاه عیبیاب التراسونيک 16 یا 32 کاناله Phased Array مدل Omniscan MX2 ساخت شرکت Olympus آمریکا ۳-دستگاه عیبیاب آرايه فازي Phased Array مدل DIO-1000 ساخت شرکت STARMANS انگلستان ۴-عیبیاب التراسونيک ۳۲ کاناله Phased Array مدل TD Handy Scan RX (سری جدید) ساخت کمپانی AGR / Technology Design انگلستان داراي سيستم همزمان Phased Array ، TOFD ، Strip Scan و A-Scan (التراسونيك معمولي – 8 کاناله)
شرح مسئله
شرکت متقاضی در زمینه مدیریت، طراحی، تأمین کالا و تجهیزات مجتمعهای پالایشگاهی و پتروشیمی، تأسیسات سرچاهی، خطوط لوله خشکی و دریایی بیش از ربع قرن فعالیت داشته است. این شرکت پیمانکاری در زمینه اجرای خطوط لوله نفت و گاز با سطح مقطع بالا و قطر خطوط لوله گاز 56 اینچ و لوله نفت حداکثر 42 اینچ فعالیت دارد و همچنین جنس لولههای فولادی نفت و گاز از کربن استیل با استاندارد API و یا معادل آن است. میزان و حجم جوشکاری بستگی به پروژههای انتقال در طول سال دارد. این شرکت با بهرهگیری از پرسنل مجرب و متخصص و تجهیزات و ماشینآلات پیشرفته و توان مدیریتی طی چند دهه اخیر اخیر توانسته بیش از ۴۰۰۰ کیلومتر خط لوله در سایزهای مختلف را به مرحله بهرهبرداری برساند. در حالحاضر به منظور بررسی تست جوش خطوط لوله به دنبال طراحی و ساخت دستگاه آلتراسونیک (امواج مافوق صوتی) تست جوشهای خطوط لوله به روشهای آرایه فازی و تافد (Phased Array & TOFD) میباشد.
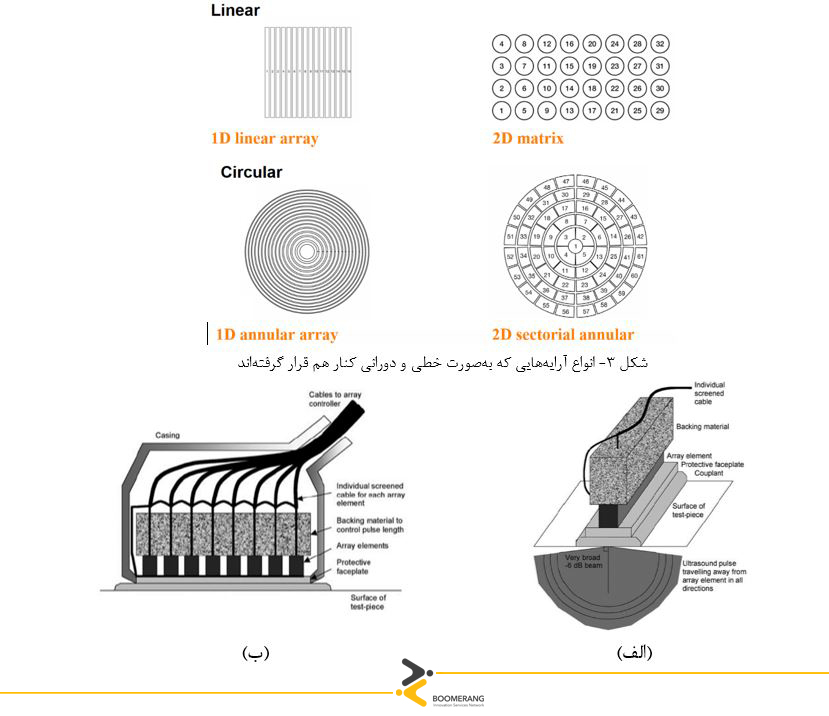
تست آرایههای فازی یکی از روشهای پیشرفته تست آلتراسونیک است که در عکسبرداری پزشکی و تستهای صنعتی نیز کاربرد دارد. تصویر PAUT) Phased Array Ultrasonic Testing) نشاندهنده نمای برشی از ماده است که میتواند عیوب پنهان در داخل یک ساختار یا جوش را نشان دهد. در این روش از آرایهای از المانها استفاده میشود که با نظم مشخصی در کنار هم قرار گرفته و با ترتیب زمانی مشخص تحریک میشود و قادر به ارسال و دریافت امواج آلتراسونیک میباشد. با استفاده از این روش میتوان عیبها را در کوتاهترین زمان شناسایی کرد. بر خلاف دستگاه آلتراسونیک معمولی (تک کریستال یا تک المان) سیستم تست آرایه فازی آلتراسونیک از پروبهای چند المانهای بهره میگیرد که به صورت جداگانه تحت کنترل کامپیوتر عمل می کنند. این المان ها به صورت منظم خطی یا دوارانی کنار هم قرار می گیرند. نمونهای از نحوه قرارگیری این المانها در شکل ۳ نشان داده شده است. همچنین شماتیک پروب دستگاه آلتراسونیک معمولی و آرایه فازی در شکل ۴ نشان داده شده است.
با برانگیخته کردن هر المان به صورت کنترل شده می توان یک پرتو متمرکز مافوق صوت را تولید کرد که نرم افزار به کار رفته در این سیستم این پرتوها را قادر می سازد تا به محل مورد نظر سوق داده شوند. نمای دو یا سهبعدی تصاویر روی مانیتور، اندازه و مکان دقیق نقص و عیوب جوش را در تستآرایه فازی آلتراسونیک نشان می دهد. این نوع تست در بازرسی جوش به روش مدرن استفاده فراوان دارد.
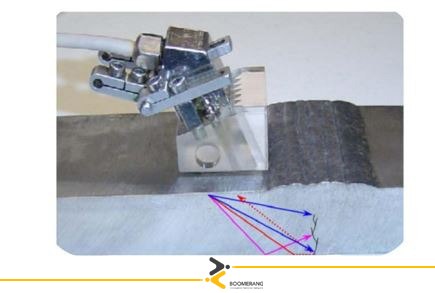
قابلیت هدایت کردن پرتو در روش تستآرایه فازی این قابلیت را دارد که زاویه های پرتوهای انتخابی را به گونهای هدایت کند (شکل ۵) که در حین حرکت به صورت عمودی به بعضی عیوب پیش بینی شده در جوش برخورد می کند و آنها را نمایش میدهد. تمرکز الکترونیکی این قابلیت را ایجاد میکند که شکل و اندازه عیوب مورد انتظار را نمایان کند. هرچند به دلیل تنظیمات اجزای مختلف و نقص بالقوه شکل هندسی در هنگام تستآرایه فازی ضروری است که چندین تستآرایه فازی با پیکربندی مختلف پروبها انجام شود.
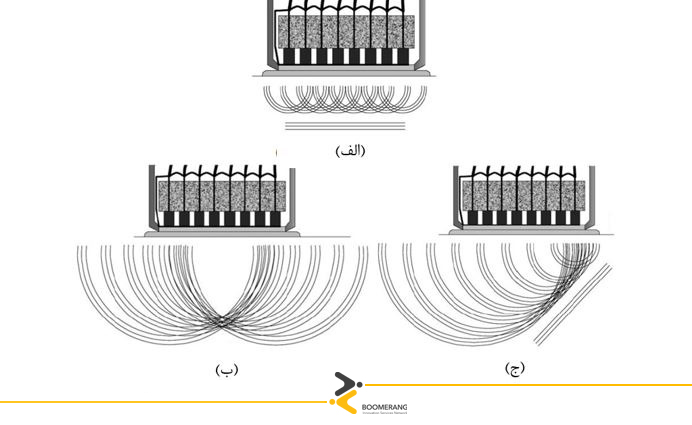
پروب آرایهای متشکل از تعداد زیادی عناصر پیزوالکتریک است که هرکدام به طور مجزا به سیگنالهای ارسالی یا دریافتی متصل میشوند و به صورت انفرادی یا ترکیبی کار میکنند. عناصر پیزوالکتریک در تست آرایه فازی به شکلهای خطی، حلقهای و دوار و ماتریسی در محفظهای چیده میشوند. این عناصر را میتوان به صورت همزمان و طبق الگوی مشخصی نسبت بههم تحریک نمود. برخی از الگوهای مختلف تحریک در شکل ۶ (الف-ج) نشان داده شده است.
تنها محدودیت انجام تست آرایه فازی هزینه و قیمت آن است زیرا دستگاههای پیشرفتهتر اجزا زیادی دارند و گرانتر هستند.
آزمایش مافوق صوتی(آلتراسونیک معمولی) همواره با معایبی همچون نیاز به اپراتور متخصص مشکلات در تشخیص عیوب بزرگ (بزرگتر از اندازه پروپ) و در قطعات با هندسه پیچیده روبهروست. همچنین در مقایسه با تستهای غیر مخرب سطحی بسیار گران است. همچنین روش آرایههای فازی مزیتهای زیادی نسبت به رادیوگرافی عادی دارد که از جمله آنها میتوان به نبود خطرات ایمنی، انجام بازرسی به محض سرد شدن جوش، آشکارسازی بهبود یافته، اندازهگیری عیوب و انعطافپذیری روش اشاره کرد.
تکنولوژی آرایه فازی به صورت عموم مزایای متعددی را به همراه دارد که عبارتاند از:
- سرعت بالای انجام آزمون
- انعطاف پذیری بالا
- ارائه نتایج تصویری مختلف و قابلیت تفسیر ساده (نمایش تصویر همزمان A-Scan ، B-Scan و C-Scan در صفحه نمایش)
- گزارشهای تصاویر هر سه اسكن به صورت فایل یا چاپي قابل ارائه ميباشند. وجود این تصاویر یكي از مهمترین مزیتها جهت تشخيص مناسب عيوب ميباشد.
- امکان اسکن از زوایای متعدد و تغيير زوایاي تابش با یك پروب به وسیله ابزار شكست الكترونيكي
- امکان بررسی عمق و اندازه عیب
- تفسیر ساده (بازرسين ميتوانند كل طول جوش را جهت تطبيق با نتایج ارائه شده مجدداً تفسير نمایند)
- ذخیرهسازی داده ها (در اختيار داشتن یك سند دائمي از كليه مراحل بازرسي و اسكن )
- تکرارپذیری
- کاهش زمان راه اندازی ما بین بازرسیها
- جایگزین شدن اسکن مکانیکی قدیمی با اسکن الکترونیکی سریعتر که باعث کاهش هزینه اپراتور و زمان تعطیلی دستگاه میشود،
- امکان انجام تست آرایه فازی در هر محیطی ( فشار بالا- دما- تشعشع)
- ارائه اندازه بهتری از عیب
- عدم نیاز دسترسی به دو طرف قطعه کار
- امکان بازرسی قطعات ضخیم
- امكان بازرسي اشكال پيچيده
راهکارهای پیشنهادی
پیشبینی میشود فناور از رویکردهای زیر به فناوری ساخت این دستگاه دست یابد:
- مطالعه اولیه مدلهای بروز در PAUT و TOFD
- شبیهسازی ادوات الکترونیکی جهت کاهش نویز و انتخاب بهترین قطعات الکترونیکی نظیر سلف و خازن و ادوات SMD
- طراحی و ساخت بورد اولیه
- سفارش قطعات الکترونیکی خرید از خارج مانند FPGA
- مونتاژ کردن قطعات برای بورد اولیه
- تهیه بلوک کالیبراسیون PAUT و TOFD طبق استاندارد
- تستهای اولیه
- کاهش نویز سیستم
- بهبود کیفیت سیگنالهای دریافتی
- برنامهنویسی کامپیوتری جهت مشاهده سیگنالها بهصورت A/B/C Scan
- ارتباط بین نرمافزار و سختافزار
- گواهی کالیبراسیون بورد الکترونیکی از آزمایشگاههای ISO 17025
- تست میدانی بر روی نمونههای دارای جوش بر روی ورق و لوله
- تفسیر و تائید سیگنالها توسط متخصص L III و ارائه گواهی تأییدیه
- تست نهایی و رفع ایرادات احتمالی
راه حل ها و پیشنهاد های غیر جذاب
- هزینه زیاد نسبت به روشهای مشابه
- مواد و روشهایی که هزینه تأمین آنها بیش از هزینه متعارف در این زمینه باشند.
- مواردی که تأثیر نامطلوب بر کیفیت نمودارها و تفسیرها و ارزیابیهای صورت گرفته میگذارند.
از چالشهایی که پیش روی فناور است میتوان به بورد چند لایه، امپدانس آکوستیکی، اینسترومنتیشن، قطعاتی با حسایت زمانی نانو ثانیه، سویپ بین سنسورها و برنامه تصویرسازی همزمان روی السیدی اشاره نمود.
راهحلها و پیشنهادها باید الزامات زیر را رعایت نمایند
مواردی که فناوری مورد نظر بایستی پوشش دهند عبارتند از:
- كاليبراسيون اتوماتيك
- قابليت نصب Encoder
- امکان انجام تست به روش TOFD
- نمايش A / B / C / L / S Scan و TOFD
- رسم نمودار DAC
- نمايش تصاوير Top, Side & End View از قطعه به صورت همزمان
- نمايش سه بعدی مسير صوت براي انجام تنظيمات
- داراي خروجي USB
- داراي خروجي VGA
- اتصال به شبكه داخلي (خروجي LAN)
- استاندارد كاليبراسيون EN 12668
- امكان تعويض باتري بدون نياز به خاموش كردن دستگاه Hot Swappable Battery Replacement
- حساسيت خوب نسبت به تشخيص انواع عيوب جوش
- قابليت ارائه گزارش تعميراتي بر اساس حد تعيين شده توسط كارفرما
- قابليت ارائه گزارش دیجيتالي و چاپي تمام رنگي توسط نرمافزار سيستم
- قابليت انجام آزمون با سرعت ۱۰ تا ۵۰ متر در یك نوبت كاري و حداكثر ۱۵۰ متر در روز با سه نوبت كاري
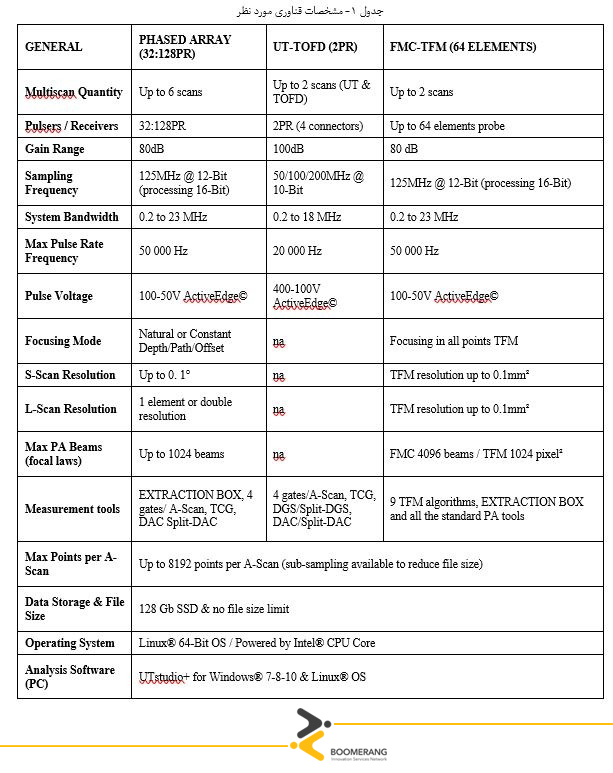
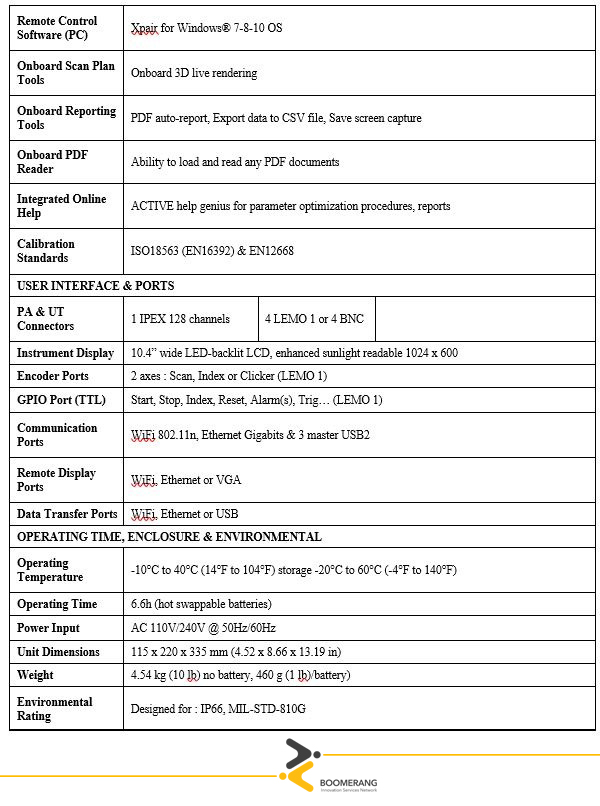
همچنین مشخصات مقادیر و استانداردهای لازم برای بخشهای مختلف فناوری مورد نظر در جدول ۱ آورده شده است.
دستگاه آلتراسونیک (امواج مافوق صوتی) تست جوش خطوط لوله 77
نوع همکاری مطلوب
بر اساس پیشنهادها قابل مذاکره میباشد.
ارسال پاسخ
تمامی پروپوزالها باید تا تاریخ 1398/09/05 از طریق ایمیل Proposal@boomerangtt.com ارسال گردند. ارسال اسناد پشتیبان نظیر تصویر محصول، نتایج تست، گواهی ثبت اختراع، مجوزها و تأییدیههای احتمالی، رزومه فرد یا شرکت پیشنهاددهنده در ارزیابی بهتر طرح شما مؤثر خواهد بود.